谘詢熱線(同微信): 18132058999
品質(zhì)保證 放心之(zhī)選 贏(yíng)得了廣(guǎng)大用戶(hù)的一致好評
熱門關鍵字:
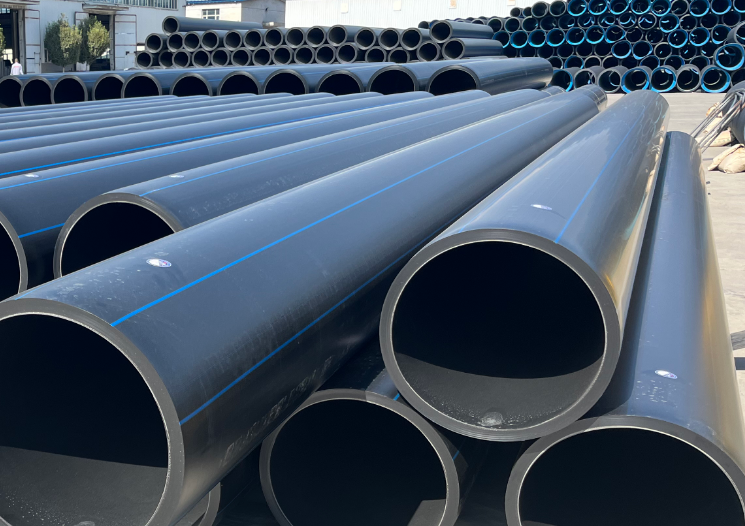
大口徑(jìng)PE(聚乙烯)管道的焊接通常采(cǎi)用以下幾種方法:
熱熔(róng)對接焊接:
原理:通過加熱板同時加熱需要焊接的管材或(huò)管件的兩個端麵,使其達到熔化溫度後,在外力作用下緊密貼合,隨著溫度下降,管(guǎn)材恢複固態,形成一個高於管材本體強度的接口。
步驟:
固定需對接的管材或管件,確保中心線在同一水平麵上,管(guǎn)壁間重合。
銑平管材端麵(miàn),保證端麵光(guāng)滑、平整、清潔、垂直。
預熱加(jiā)熱板(bǎn)至(zhì)210~220℃,然後熔融管材端麵,熔融時間一般為壁厚10秒。
移開加(jiā)熱板,迅(xùn)速將兩熱熔端麵(miàn)相粘並加壓(yā),保持熔融(róng)對(duì)接壓力。
冷卻接口,讓其自然(rán)冷卻至環境溫度。
電熔連接:
原理:將電熔管件套在管材上,用專用(yòng)焊機按規定的參數(時間、電壓等)給電熔管(guǎn)件(jiàn)通電(diàn),使內嵌電熱絲的電熔管件的內(nèi)表麵及管子插(chā)入端的外(wài)表麵熔化,冷卻後管材和管(guǎn)件熔在一起。
步驟:
檢查並準備管材和電熔管件。
切割管材,確保端麵平整。
清潔接頭部(bù)位,將電熔管(guǎn)件套入管子。
校正位置,通電熔接。
保(bǎo)持一(yī)段時間後斷電,讓接口冷卻。
承插焊接:
原理:適用於小口徑或薄壁(bì)的PE管(guǎn),將管材端部加熱至熔化狀(zhuàng)態(tài)後,插(chā)入另一管件內。
步驟:
加熱管材端部至熔化狀態(tài)。
快速將管材插入管件內,保持一定時間直至冷(lěng)卻。
注(zhù)意(yì)事項:
焊(hàn)接前,確保管材、管件幹燥、清潔,無油汙、灰塵等雜質。
焊接過程中,控製好加熱時間、溫度和壓力,確保焊接質量(liàng)。
焊接後,讓接口自然(rán)冷卻,避免使用水冷或風冷等強(qiáng)製冷卻方式,以免影響焊接質量(liàng)。
焊接過程中,注意安全,防止燙傷和觸電等事故的發生(shēng)。

 服務熱線
服務熱線